

Eine Spannung entsteht durch entgegengesetzt ziehende Kräfte, und beim Einsatz solcher Kräfte bei Verfahren mit bewegten Bahnen müssen bei einer Produktion diese entgegengesetzt wirkenden Kräfte auf einem bestimmten Wert gehalten werden, wie er für die verarbeiteten Materialen und das entsprechende Verfahren erforderlich ist.
Spannung ist eine unsichtbare Kraft, sodass ohne eine entsprechende Regelvorrichtung die Auswirkungen einer falschen Bahnspannung gegebenenfalls erst bei der Auslieferung eines verarbeiteten Produkts an den Kunden festgestellt werden. Dies ist insbesondere bei Dehnfolien und Laminaten der Fall.
Die richtige Bahnspannung für irgendein Material hängt nicht nur von seinem Elastizitätsmodul ab, sondern auch von dem jeweils durchgeführten Verfahren. So zum Beispiel benötigt eine Flexodruckmaschine beim Bedrucken einer dünnen Plastikfolie unterschiedliche Einstellwerte beim Abrollen, ebenso für den Druckprozess sowie auch zum Längsschneiden und Aufrollen.
Die spezifische Bahnspannung bzw. die Kraft pro Materialbreite wird unter Beachtung der Dicke und Art des Materials errechnet. Die Maßeinheiten für die Spannung sind normalerweise Pfund pro Zoll (pounds per linear inch) (PLI), Newton pro Zentimeter (N/cm) oder Kilogramm pro Zentimeter (kg/cm). In der Papierindustrie bevorzugt man zur Angabe der Bahnspannung die auf das Papiergewicht pro Flächeneinheit bezogene Kraft (lbs/3,000 sq.ft., g/m2). Es gibt verschiedene Quellen aus denen man Richtwerte für die Bahnspannung für ein bestimmtes Material bei einem bestimmten Prozess entnehmen kann.
Die Aufrechterhaltung der korrekten Bahnspannung ist bei jedem Arbeitsgang erforderlich. Die meisten Verarbeitungsmaschinen haben mindestens zwei und manchmal bis zu zehn getrennte Bahnspannungszonen. Beim Abrollen einer Materialrolle muss die Spannung auf einen konstanten Wert eingestellt werden, der hoch genug ist, damit die Bahn ohne Schlupf über die Rollen gleitet und keine Knitter entstehen, aber nicht so hoch, dass sich das Material ausdehnt oder es zu einem Bahnriss kommt.
Bei Beschichtungsprozessen ist es wichtig, dass die Beschichtung konstant und gleichmäßig aufgetragen wird. In einer solchen Situation ist das Spannungsgefälle über der Bahn ebenso wichtig wie die Gesamtbahnspannung in der Maschinenrichtung, um ein gleichmäßiges und wiederholbares Beschichtungsgewicht zu erhalten.
Eine konstante Bahnspannungsregelung ist insbesondere beim Mehrfarbendruck mit Farbregistern von großer Wichtigkeit, wo die Bahn nur durch die Spannung gehalten wird. Selbst geringe Unterschiede der Bahnspannung zwischen den Farbstationen ergeben Druckabweichungen und dementsprechend Fehldrucke. Beim Laminieren von zwei oder mehr Bahnen ist die relative Spannung zwischen den zwei Bahnen kritisch, um ein Verziehen oder eine Delimination des Endprodukts zu vermeiden. Die Bahnspannung muss auch bei Umrollmaschinen präzise geregelt werden, um perfekte Rollen für den Transport und die weitere Verarbeitung zu erhalten.
Wie Sie aus diesen Beispielen ersehen können, ist die Bahnspannungsregelung ein äußerst wichtiger Produktionsfaktor. Zum Erzielen einer maximalen Produktivität bei verringertem Ausschuss mit geringstmöglichen Stillstandszeiten darf man die Bahnspannungsregelung nicht dem Zufall überlassen. Es gibt drei Hauptverfahren auf dem Markt, die zur Regelung und Aufrechterhaltung der Bahnspannung entwickelt wurden. Dies sind: manuelle Regelungsverfahren (100% bedienerabhängig), Systeme mit offenem Regelkreis (Open-Loop), die ohne direkte Rückkopplung von der Bahn und mit teilweisen Bedienereingriffen arbeiten, und Systeme mit geschlossenem Regelkreis (Closed-Loop), die Tänzerregler oder Kraftmessdosen (Messwandler) mit direktem Feedback von der Bahn und nur minimalen Bedienereingriffen einsetzen.
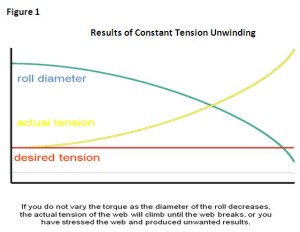
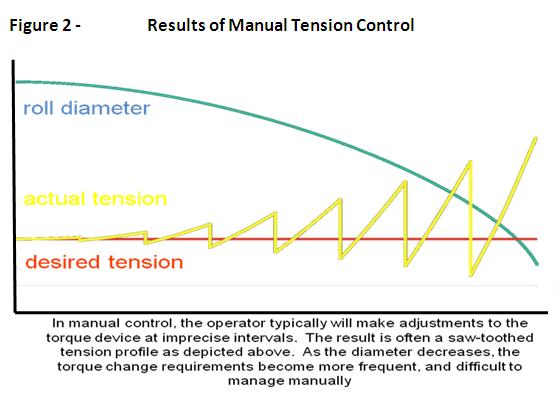
Ein manuelles Verfahren hängt ausschließlich vom Bediener ab und erfordert eine fortlaufende Einstellung des Drehmoments bei sich ändernden Rollendurchmessern. Es ist das ungenaueste Verfahren und nur geringfügig besser als überhaupt keine Regelung (Abbildung 1) und es kann praktisch nur bei einer relativ großen Bahnspannungstoleranz eingesetzt werden (Abbildung 2).
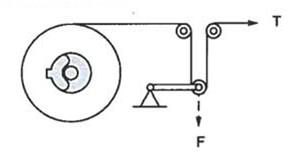
Mit einem Verfahren mit offenem Regelkreis (Open-Loop) erhält man eine teilweise automatische und genaue Einstellung des Drehmoments bei Durchmesseränderungen mit erheblich weniger Bahnspannungsfehlern als beim manuellen Verfahren. Dieses Verfahren basiert darauf, dass bei einer aufrollenden oder abrollenden Rolle die Bahnspannung direkt proportional zum Drehmoment an der Wickelwelle geteilt durch den Rollenradius ist. Wird das Drehmoment bei einer Durchmesserverringerung nicht geändert, erhöht sich die Bahnspannung.
Bei einer kontinuierlichen Überwachung des Rollendurchmessers reagiert die Bremse oder der Antrieb auf die entsprechenden Signale und wird entsprechend eingestellt. Die Überwachung des Durchmessers kann mit einer Art mechanischem Tastarm, elektronischer Berechnung oder mit Ultraschall- oder Lasersensoren erfolgen. Bei Open-Loop- Verfahren kann die Bremse nur in Abhängigkeit des Durchmessers geregelt werden und es ist daher nur für Maschinen geeignet, die feste und relativ billige Materialien verarbeiten oder auch bei Anwendungen, wo die Bahnspannungstoleranz bei über 5% der Bahnspannung liegt. Die Genauigkeit dieses Systems hängt auch wesentlich von einer linearen Drehmomentcharakteristik der Bremse oder des Antriebs ab.
Das System mit Tänzerregler und einer Bahnspannungsregelung mit geschlossenem Regelkreis (Closed-Loop) ist ein sehr zuverlässiges Verfahren, da hier die Bahnspannung durch Einsatz einer beweglichen Walze oder einer entsprechenden Vorrichtung geregelt wird. Obwohl man es als ein Bahnspannungsregelungssystem bezeichnet ist es in Wirklichkeit mehr ein stufenloser Geschwindigkeitsregler und die Bahnspannung hängt von der Kraft ab, die auf die auf der Bahn laufenden Walze einwirkt.
Tänzersysteme arbeiten durch Ausgleich der Bahnspannungskraft mit der auf die Walze einwirkenden Kraft, die normalerweise durch Druckluftzylinder erzeugt wird. Das Regelungssystem hält die Tänzerposition konstant, indem es die Eingabe- oder Ausgabewerte für die Bahngeschwindigkeit einstellt. Durch dieses bewegliche Walzensystem erhält man auch eine Speicherung in der Bahn, die in einer Bahnproduktionslinie von Nutzen sein kann. So zum Beispiel bei Anwendungen mit fliegendem Spleißen, beim Rasten, bei der Beutelherstellung oder zur Kompensation bei einer hoher Beschleunigung und/oder Verzögerung der Produktionslinie.
Der pneumatisch belastete Tänzerarm erzeugt normalerweise einen Ausgangsdruck in direkter Beziehung zu seiner Position. Ein Tänzerregler regelt die Bremse derart, dass sich die Position des Arms bei einer Änderung des Rollendurchmessers nicht ändert.
Nachteilig bei diesem System ist, dass es mechanisch komplexer ist als andere Systeme. Daher erhält man auf Dauer nur bei einer guten Wartung des Regelungssystems zuverlässige Ergebnisse. Nach einer gewissen Zeit können sich die Betriebseigenschaften ändern, was zu Unregelmäßigkeiten und Produktionsproblemen führen kann. Tänzersysteme benötigen auch einen größeren Einbauraum an der Maschine, wodurch Nachrüstungen oft nicht möglich sind. Ein weiterer Nachteil liegt darin, dass sie zwar die Bahnspannung zuverlässig regeln, ein Messen und Anzeigen der tatsächlichen Bahnspannung aber nicht möglich ist. Die Bahnspannung wird durch die durch den Druckluftzylinder des Tänzerarms erzeugte Kraft bestimmt, und dies ermöglicht keine direkte Messung oder Anzeige der tatsächlichen Bahnspannung. Man könnte die Bahnspannung durch Ableitung der relativen Last auf dem Tänzerarm ausrechnen, jedoch ist dies keine direkte Messung.
Die wirksamste Regelung irgendeiner Bahnkenngröße ist, diese zu messen, mit dem erforderlichen Wert zu vergleichen und eine elektronische/mathematische Korrektur durchzuführen. Dies erreicht man mit einer Closed-Loop Bahnspannungsregelung mit Kraftmessdose (Messwertwandler).
Die einzigmögliche kontinuierliche Messung der Spannung einer bewegten Bahn erfolgt durch die Führung der Bahn über eine mit Kraftmessdosen (oder Messwertwandlern) ausgerüsteten Walze durch Messung der auf diese Walze infolge der Bahnspannung und des Umschlingungswinkels einwirkenden Kraft. Das sich dadurch ergebende Signal ist ein Maß für die Bahnspannung und kann mit einem Signal verglichen werden, das der gewünschten Bahnspannung oder einem Einstellwert entspricht. Der zwischen beiden Signalen vorhandene Unterschied wird dann durch einen Regelverstärker verarbeitet, um die Stabilität in der Bahn aufrechtzuerhalten.
Die Reglerausgangsgröße wird verstärkt und damit entweder der Luftdruck für eine pneumatische Bremse oder ein elektrisches Signal für eine elektrische oder Magnetpulverbremse oder einen Motorregler eingestellt. Bei einer Änderung des Rollendurchmessers, entweder am Aufroll- oder Abrollende der Maschine, wird durch einen Closed-Loop-Regler automatisch die Bremse oder der Antrieb verstellt, um Durchmesseränderung und Rollenmasse zu kompensieren und somit die für eine gleichmäßige, hohe Fertigungsqualität erforderliche Bahnspannung aufrechtzuerhalten. Da bei diesem Verfahren eine Messung mit entsprechender Aufzeichnung erfolgt, kann es leicht für verschiedene Materialien und unterschiedliche Prozesse wiederholt werden. Hierdurch erreicht man eine gleichbleibende Fertigung besserer Qualität und optimaler Produktivität mit weniger Ausschuss.
Bei der Entscheidung für die beste Regelung für eine bestimme Anwendung müssen mehrere Faktoren sorgfältig berücksichtigt werden. Welche Eigenschaften hat das zu verarbeitende Material? Welche Anforderungen stellt das eingesetzte Verfahren an die Materialien? Wie groß ist die Bahnspannungstoleranz? Wie hoch ist der Wert der Bahn und welchen Einfluss hat die Ausschussrate auf den Gewinn? Jedes Verfahren zur Bahnspannungsregelung hat bestimmte Kosten. Die von Ihnen gewählte Lösung kann einfach durch eine Amortisationsanalyse oder durch ihren Einfluss auf Verarbeitung und Produktivität beurteilt werden. In jedem Fall ist eine entsprechende Vorgehensweise für die Bahnspannungsregel unabdingbar.
© Montalvo – Dieses urheberrechtlich geschützte Material kann in Teilen oder vollständig verwendet werden, vorausgesetzt, dass © www.montalvo.com als Quelle angeführt wird.