Was ist die Bahnspannung?
Die Bahnspannung ist die treibende Kraft zum Ziehen und Spannen einer Materialbahn zur Dehnung in der Durchlaufrichtung durch die Maschine. Sie kann in Pounds, Ounces, Gramm, Kilogramm oder Newton über die Breite der Bahn gemessen werden.
Berechnung der Bahnspannung
Rein rechnerisch ist die Bahnspannung gleich dem Drehmoment dividiert durch den Radius. Dies bedeutet, dass das Drehmoment bei einem kleiner oder größer werdenden Rollendurchmesser so geregelt werden muss, dass die Bahnspannung auf dem optimalen Wert oder dem Einstellwert konstant gehalten wird. Im Grunde genommen regeln wir somit die Bahnspannung durch die Einstellung des Drehmoments in Abhängigkeit vom Rollendurchmesser.
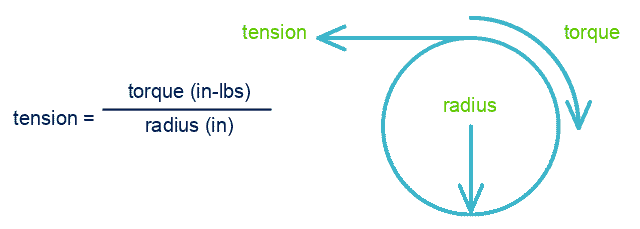
Web Tension Calculation Formula
Was ist eine Bahnspannungsregelung?
Die Regelung der Bahnspannung ist das Verfahren zur Aufrechterhaltung einer vorbestimmten Belastung oder Spannung zwischen zwei Punkten einer Materialbahn, um die gewünschten Eigenschaften, wie Form, Aussehen usw. in der geforderten Qualität zu erhalten. Dieser Vorgang erfolgt normalerweise in speziellen Bereichen: Abwickeln/Austragung, Prozess (Zwischenzone), Aufwickeln/Aufnahme, wobei die Anforderungen an die Bahnspannung in jeder Zone unterschiedlich sind.
Somit ist die Bahnspannungsregelung praktisch das Verfahren, das sicherstellt, dass das Material in einer gleichförmigen Art und Weise vom Punkt A nach Punkt B ohne irgendeinen Qualitätsverlust bewegt wird. Mit dieser allgemeinen Definition gelangt das Material zwar in den meisten Anwendungen von A nach B, jedoch erfolgt dieser Prozess häufig manuell oder er ist langsamer als er sein könnte. Könnten Sie nicht bei Ihrer derzeitigen Anwendung die Geschwindigkeit verdoppeln, ohne dass die Qualität des Endprodukts leidet?
Eine Automatisierung des Verfahrens mit Hilfe eines kontinuierlichen Prozesses zur Steigerung der Produktivität basiert im Wesentlichen auf einer einwandfreien Bahnspannungsregelung zur Sicherstellung einer hohen und gleichmäßigen Qualität des Endprodukts.
Wie erfolgt die Regelung der Bahnspannung?
Wird das Drehmoment beim Abwickeln konstant gehalten, steigt mit der Verringerung des Rollendurchmessers die Spannung der Bahn an, und zwar umso schneller, wenn sich der Rollendurchmesser dem Kern nähert. Beim Aufwickeln ist es genau umgekehrt. Aufgrund der Vergrößerung des Rollendurchmessers sinkt hier mit einem konstant gehaltenen Drehmoment die Bahnspannung kontinuierlich ab.
Bei einem kleiner oder größer werdenden Rollendurchmesser muss daher das Drehmoment laufend nachgestellt werden, damit die Bahnspannung auf seinem optimalen Wert oder dem Einstellwert konstant gehalten wird. Im Grunde genommen regeln wir somit die Bahnspannung durch die Einstellung des Drehmoments im Verhältnis zum Rollendurchmesser.
Es gibt drei Arten der Bahnspannungsregelung:
Manuelle Bahnspannungsregelung
- Die Einstellungen erfolgen über Sichtprüfung und manuelle Eingriffe
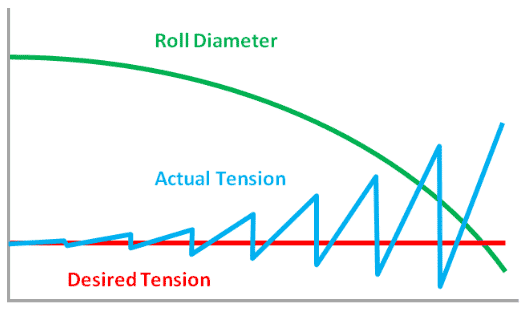
- Das Ergebnis ist eine nach oben und unten schwankende Bahnspannung
Bei einer manuellen Regelung ermittelt man durch eine Sichtprüfung oder physisch die jeweilige Bahnspannung ist und hält dann durch manuelle Einstellungen die Bahnspannung auf dem gewünschten Wert aufrecht. Bei einer manuellen Bahnspannungsregelung schlägt jedoch die Spannung laufend nach oben und unten aus und der Betreiber versucht, die Bahnspannung auf den korrekten Wert nachzustellen.
Das Konstanthalten der korrekten Bahnspannung wird bei einer Verringerung des Rollendurchmessers immer schwieriger und die Schwankungen häufen sich. Auch ist dieses Verfahren vom jeweiligen Betreiber abhängig, was zu unterschiedlichen Ergebnissen führt.
Systeme mit offenem Regelkreis
- Die Einstellungen basieren auf dem Rollendurchmesser
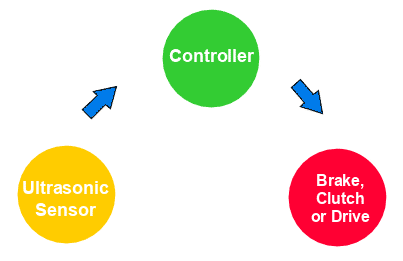
Systeme mit offenem Regelkreis setzen Geräte wie Ultraschallsensoren oder Näherungssensoren zur Messung oder Berechnung des Rollendurchmessers ein. Basierend auf diesen Eingaben reagiert der Regler auf jedwede Änderungen des Rollendurchmessers und regelt das Drehmoment zur Aufrechterhaltung der Bahnspannung. Im Gegensatz dazu wird bei Systemen mit geschlossenem Regelkreis direkt die Spannung an der Materialbahn gemessen und entsprechend geregelt.
Obgleich sie nicht die Genauigkeit von Systemen mit geschlossenem Regelkreis aufweisen, erhält man auch mit Systemen mit offenem Regelkreis ein automatisches Verfahren mit einer kontinuierlichen Regelung der Bahnspannung, das einer manuellen Regelung weit überlegen ist. Systeme mit offenem Regelkreis sind normalerweise billiger als solche mit geschlossenem Regelkreis, da sie keine zusätzlichen Geräte wie Kraftmessdosen erfordern.
Systeme mit geschlossenem Regelkreis
- Die Einstellungen basieren auf direkt an der Materialbahn gemessenen Spannungswerten
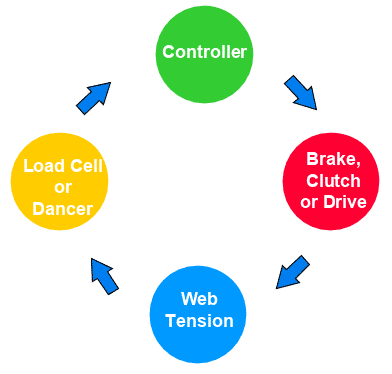
Bei einer Bahnspannungsregelung mit geschlossenem Regelkreis erfolgt ein kontinuierlicher Datenfluss von einem Spannungsmessgerät über einen Drehmomentregler zum Drehmomentstellglied.
Messgeräte für die Bahnspannung sind Kraftmessdosen oder Tänzerpositionssensoren, die fortlaufend die Spannungsänderungen direkt am Material messen und zum Spannungsregler senden, der seinerseits das Drehmomentstellglied – entweder eine Spannungsbremse, –Kupplung oder einen Antrieb – steuert, um die gewünschten Bahnspannungswerte konstant zu halten.
Die in den Regler eingegebenen Spannungsänderungen führen unmittelbar zu einer entsprechenden Verstellung des Drehmomentstellglieds, um die voreingestellte Spannung aufrechtzuerhalten. Hiermit wird sichergestellt, dass während des gesamten Prozesses die Bahnspannung konstant, gleichmäßig und präzise ist. All dies erfolgt vollkommen automatisch. Wir verwenden hierfür gern den Begriff „Einrichten und dann vergessen“ (set it and forget it), um aufzuzeigen, wie ein einwandfreies System zur Regelung der Bahnspannung arbeiten sollte.
Die Vorteile einer automatischen Bahnspannungsregelung
Eine mangelhafte Bahnspannungsregelung führt zu:
- Falten
- Bahnrissen
- Fehlerhaften Prozessergebnissen
- Verflechtung (Längseinrisse)
- Schlechte Druckausrichtung (Drucken)
- Ungleichmäßige Beschichtungsdicke (Beschichten)
- Längenunterschiede (Querschneiden)
- Entstehung von Kringeln (Curls) beim Laminieren
- Rollendefekte (Ineinanderschieben, sternförmige Risse usw.)

Bei beiden Systemen, mit geschlossenem oder offenem Regelkreis, wird die Bahnspannung mit dem auf die Rollenachse übertragenen Drehmoment eingestellt, und zwar mit Hilfe einer Bremse, Kupplung oder einem Antrieb. Bahnspannungsregler regeln dieses Drehmoment während des Prozesses durch erforderliche Korrekturen der Einstellungen und ermöglichen somit eine kontinuierliche Produktion.
Die Betreiber müssen lediglich die Parameter des entsprechenden Produktionslaufs eingeben, wie Geschwindigkeit, Bahnspannung usw., auf die Starttaste drücken und den automatischen Ablauf der Produktion dann dem Regler überlassen.
Wie bereits erwähnt, kann man eine Steigerung von Produktion und Wirtschaftlichkeit durch eine optimale Bahnspannungsregelung erreichen. Wir stellen häufig fest, dass die Hersteller aufgrund Ihres Produktionsverfahrens oder infolge einer mangelhaften Bahnspannungsregelung nicht imstande sind, Ihre Rollen bis auf den Kern herunter laufen zu lassen und dadurch Einbußen an Produktivität und Wirtschaftlichkeit erleiden.
Hierdurch bleibt mehr oder weniger ‚Geld auf dem Kern’ zurück und endet als Abfall. Weitere Ursachen von Ausschuss und von Produktionsverlusten sind Bahnrisse und ein ungleichmäßiges Endprodukt. Mit einer einwandfreien Bahnspannungsregelung erhält man eine gleichmäßige und gleichbleibende Produktion und verhindert solche Ursachen von Abfall und Ausschuss.
Ein einwandfreies System zur Bahnspannungsregelung hat folgende Vorteile:
- Automatisierte, gleichmäßige und kontinuierliche Produktion
- Verringerter Ausschuss
- Höhere Qualität der Endprodukte
- Gesteigerte Produktivität